Skrutkové prevodovky

Prevodovka z plastu
Prevodovka z plastu, prevodovka, predajca extrudéra, predaj extrudéra, oprava extrudéra, oprava vytlačovacieho zariadenia, dvojzávitová extruderová prevodovka
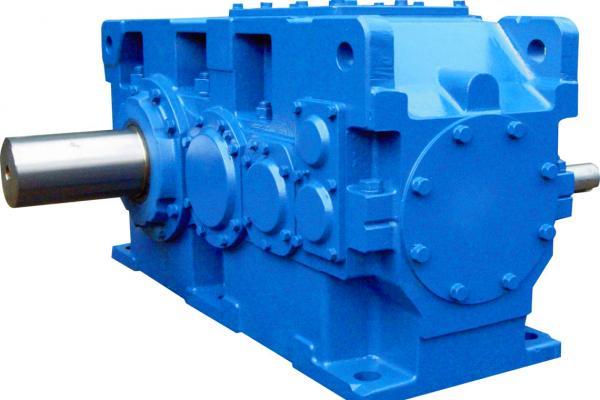
Prevodovka série ZLYJ s tvrdým povrchom je vysoko presná súčiastka na prenos ťahu sedadla s tvrdými zubami navrhnutá pre extrudér z plastu. Dizajn produktu preberá technické špecifikácie špecifikované v JB / T8853-2001. Je vybavená vysokopevnostnou legovanou oceľou pre časti prevodov a hriadeľov. Ozubené koleso sa spracováva nauhličovaním, kalením a brúsením. Presnosť prevodovky je GB10095-88.6. Tvrdosť povrchu zubov HRC54-62. Na prednom konci dutého výstupného hriadeľa je umiestnené axiálne ložisko nadmernej veľkosti, aby odolalo pracovnej axiálnej sile skrutky. Hlavné štandardné diely, ako sú ložiská a olejové tesnenia, sú vyrobené z domácich kvalitných výrobkov a môžu byť tiež vybavené dovezenými výrobkami podľa potrieb používateľa. Celý stroj má vlastnosti malého objemu, vysokej nosnosti, stabilného prevodu, nízkej hlučnosti a vysokej účinnosti. Výkon produktu dosiahol medzinárodnú pokročilú úroveň.

Výkonnostné charakteristiky:
Kombinácia skrinky a axiálneho ložiska pôsobí proti axiálnej sile a inferenčné ložisko je usporiadané v olejovej komore prevodovky, aby sa zlepšila prevádzková spoľahlivosť.
Malé nastavenie sa dá použiť na nastavenie vzdialenosti stredu
Vysoký prenosový výkon, vydrží aj vysoký krútiaci moment a axiálnu silu
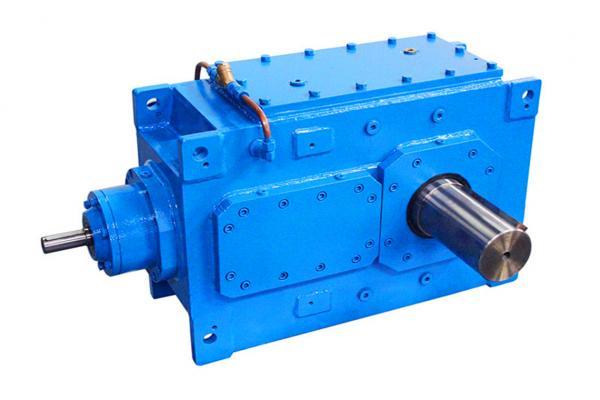
Špeciálna prevodovka pre extrudér je prevodový komponent s tvrdým povrchom s vysokou nosnosťou s pevným sedlom navrhnutý s odkazom na cudzie podobné výrobky pre extrudér z plastu. Dizajn produktu prijíma technické špecifikácie stanovené ZBJ19009-88. Jeho vlastnosti spočívajú v tom, že ozubené kolesá a časti hriadeľov sú vyrobené z vysokopevnej legovanej ocele, spracovanej nauhličovaním, kalením a brúsením. Presnosť prevodu je GB10095-88, úroveň 6. Tvrdosť povrchu zubov HRC54 ~ 62. Na prednom konci dutého vstupného hriadeľa je usporiadané axiálne ložisko veľkej veľkosti, aby odolalo axiálnemu tlaku skrutky. Celý stroj má výhody malého objemu, vysokej nosnosti, stabilného prenosu, nízkej hlučnosti a vysokej účinnosti.
Extrudér špeciálne funkcie prevodovky:
—— Modulárny dizajn, široký dosah prenosu a jemné a rozumné rozdelenie;
——Tvarový dizajn je vhodný pre všestrannú univerzálnu inštaláciu;
- ozubené koleso je brúsené vysoko presnou brúskou na ozubenie s vyváženým prevodom, nízkou hlučnosťou a 98% účinnosťou medzi stupňami;


Príslušné podmienky prevodovky určené na extrúzny stroj:
1. Rýchlosť vysokorýchlostného hriadeľa prevodovky nie je vyššia ako 1500r / min.
2, teplota pracovného prostredia je 0-35C. Ak je rozsah teplôt nad rámec ustanovení, môže byť vykurovacie alebo chladiace zariadenie pripravené podľa požiadaviek užívateľa.


- úvod
Prevodovka ZLYJ Plastic extruder je druh vysoko precíznej tuhej súkolesia špeciálne navrhnutej pre jednozávitovkový extrudér z plastu / gumy. Užívanie JB / T 8853-2001 Prevodovka z plastu s valcovým extrudérom ako referencia pre dizajn výrobky používajú vysoko pevnú nízko uhlíkovú legovanú oceľ na ozubené kolesá a hriadeľ prevodovky, s bokom karburátora, kaleným a brúseným bokom zubov, aby sa dosiahla presnosť ozubenia na úrovni 6 (GB / T 10095) a tvrdosť boky zubov HRC54 ~ 62. Na prednej strane výstupného hriadeľa je namontované obrovské axiálne ložisko, ktoré nesie tlak zo skrutky.
- Použite rozsah
- Vstupná rotácia hlavného pohonu musí byť ≤ 1500 ot / min.
- Obvodová rýchlosť pohonu prevodovky musí byť ≤ 20m / s.
- Pracovná teplota okolia musí byť v rozmedzí -40 ℃ ~ 45 ℃. Predhrejte mazací olej nad 0 ℃ alebo vyberte mazací olej pri nízkej teplote, ak je okolitá teplota pod 0 ℃.
Poznámka:
- Otáčanie je možné dopredu aj dozadu. Vysokorýchlostný hriadeľ niektorých typov plastového extrudéra Gearbox má však jednosmerné olejové čerpadlo smerujúce ako predvolené na výstupný hriadeľ, ktorý sa otáča v smere hodinových ručičiek.
III. Typy prevodoviek z plastového extrudéra
Výrobné štítky: Pri dodávke sú všetky plastové extrudérové prevodovky pripevnené k typovým štítkom, ktoré špecifikujú typ, schopnosť, dátum výroby, číslo zo závodu a ďalšie vlastnosti na účely údržby, ktoré sa nesmú náhodne odstraňovať.
- Inštalácia a pripojenie plastovej vytlačovacej prevodovky
- Uistite sa, že inštalačný základ plastového extrudéra Gearbox je rovný, bezpečný a stabilný. Inštaláciu opatrne rozložte v špeciálnom pracovnom prostredí. Ak sú všetky kotevné skrutky rovnomerne dotiahnuté, zaistite, aby sa skrutka vložená do výstupného hriadeľa voľne a pravidelne otáčala.
- Pri pripojení prevodovky z plastového extrudéra k hlavnému ťahaču má prednosť pripojenie na kompenzáciu chýb. Zaistite sústrednosť spojovacej časti axiálnej osi vstupného hriadeľa prevodovky z plastového extrudéra. Skontrolujte axiálnu odchýlku a uhlové posunutie, ktorých odchýlka musí byť v rámci povolenej hodnoty použitej spojky.
- Skontrolujte dodatočnú radiálnu životnosť hriadeľa prevodovky z plastového extrudéra podľa vzorky produktu pod podmienkou, že sa na vstup a výstup hnacej sily plastovej prevodovky z plastového extrudéra používajú koleso, ozubené koleso a reťazové koleso. V strednej časti vstupného hriadeľa nesmie byť ďalšia radiálna sila väčšia ako (N), v ktorej je vstupný moment prevodovky z plastového extrudéra (NM).
- Po inštalácii naplňte mazací olej do plastového extrudéra, až kým nedosiahnete stredovú čiaru ukazovateľa oleja pri rovnomernej distribúcii.
- Pripojte sa k vodnému chladiacemu systému a zapnite ho, aby ste skontrolovali, či kĺby krvácajú alebo netesnia.
- Zapnutím napájania dočasne spustíte prevodovku z plastového extrudéra bez zaťaženia. Skontrolujte, či mazacie potrubie odvádza alebo netesní, či sú uvoľnené diely a komponenty a či sa nevyskytuje hluk. Prevodovka z plastového extrudéra sa môže odovzdať, ak je všetko v poriadku.

pozor:
◇ Pred inštaláciou spojok prerušte a zabránite (výstražným štítkom atď.) Opätovnému pripojeniu napájacieho zdroja k motoru.
◇ Pri montáži spojok a malých prevodov na koniec hriadeľa nie je dovolené zasahovanie kladivom alebo inými podobnými nástrojmi.
◇ Pri inštalácii remeňa zabezpečte správne napnutie remeňa.
◇ Neinštalujte a neodinštalujte skrutku násilím vzhľadom na výstupnú časť.
◇ Vonkajšie rotujúce časti prevodovky z plastového extrudéra (ako sú spojovacie zariadenie, remenica, atď.) Musia byť vybavené ochranným krytom.
◇ Dôkladne odstráňte antikoróznu vrstvu, špinu alebo iné škvrny na čelnej a prírubovej ploche spojovacieho hriadeľa. Na čistenie je povolené rozpúšťadlo, ale musí sa zabrániť jeho tečeniu do tesnenia okrajov tesniacich prvkov konca hriadeľa.
- Prevádzka prevodovky z plastového extrudéra
Vyšetrenia pred operáciou:
- Pred prevádzkou skontrolujte, či v prevodovke z plastového extrudéra je vo vnútri mazacieho oleja. V prípade nedostatku doplňte olej.
- Všetky spojovacie časti musia byť bezpečné. Všetky ochranné zariadenia musia byť úplné.
- Skontrolujte, či je okolité prostredie pod 0om ℃, ak áno, predhrejte mazací olej nad 0om ℃.

Prevádzka prevodovky z plastového extrudéra:
- Prevodovku z plastového extrudéra spustite na dobu 5 ~ 10 minút bez zaťaženia (ak je prevodovka z plastového extrudéra vybavená zubovým čerpadlom motora, najskôr spustite čerpadlo), aby ste vhodným spôsobom namazali ložiská a ozubené kolesá. Ak sa prevodovka z plastového extrudéra používa po prvýkrát, po chode naprázdno pridajte zaťaženia postupne po 20% menovitého zaťaženia zakaždým po dobu 1 ~ 2 hodín, až kým nedosiahnete plné menovité zaťaženie. Uvedenie do prevádzky, ak je všetko v poriadku.
- Počas prevádzky monitorujte a čas od času zaznamenajte zvyšovanie teploty prevodovky z plastového extrudéra. Ak zvýšenie teploty prevodovky z plastového extrudéra presiahne 70 ℃ alebo teplota oleja prekročí 100 ℃, zastavte prevodovku z plastového extrudéra, aby ste zistili a vyriešili problémy. V prípade potreby sa spojte s naším servisným oddelením. Pred opätovným spustením prevodovky z plastového extrudéra vymeňte mazací olej.
- Prevodovka z plastového extrudéra sa zastaví nasledovne: Vypnite napájaciu násypku a po preprave všetkých materiálov v vedre vypnite napájanie prevodovky z plastového extrudéra (ak je prevodovka z plastového extrudéra vybavená prevodovkou) čerpadlo motora, najprv čerpadlo vypnite)
- V prípade dlhej nečinnosti spustite prevodovku z plastového extrudéra každých 2 až 3 týždňov.
- Vykonajte protikorózne opatrenia na vnútornej a vonkajšej strane plastovej extrudérovej prevodovky v prípade nečinnosti počas 6 mesiacov:
Doplňte mazací olej až na doraz, koniec hriadeľa a nenatretý povrch potiahnite antikoróznymi voskovými materiálmi a mazacím tukom chráňte tesnenie pier tesniacich častí náprav proti preniknutiu antikorózneho materiálu.
pozor:
◇ Počas počiatočnej fázy prevádzky môže na olejové čerpadlo pôsobiť hlasný hluk spôsobený vysokou viskozitou mazacieho oleja a veľkým sacím odporom proti olejovému čerpadlu, ktoré by postupne odumieralo spolu so zvýšením teploty mazacieho oleja.
◇ Ak počas normálnej prevádzky prevodovky z plastového extrudéra dôjde k olejovému čerpadlu hlasný hluk, vyčistite olejový filter, aby ste prešli olejovým potrubím.
◇ Z času na čas monitorujte únik oleja v prevodovke z plastového extrudéra počas jeho činnosti a ak je to možné, zastavte prevodovku z plastového extrudéra, aby ste problém vyriešili.
- Opravy a údržba
- Časový interval opravy a údržby
|
Časový interval |
Opravy a údržba |
|
Normálna operácia |
Skontrolujte teplotu plastu extruder prevodovka: nie viac ako 90 ℃ pri použití minerálneho mazacieho oleja nie viac ako 100 ℃ pri použití syntetického mazacieho oleja Skontrolujte, či nie je neobvyklý hluk prevodovky z plastového extrudéra Skontrolujte, či nedochádza k úniku plastovej prevodovky extrudéra |
|
Po 500 ~ 800 hodinách prevádzky |
Prvá výmena mazacieho oleja po počiatočnej prevádzke Skontrolujte hladinu oleja a zistite, či je olejová náplň naplnená |
|
Každá 3000hodinová prevádzka, najmenej raz za pol roka |
Skontrolujte mazací olej av prípade vonkajšieho alebo vlhkého prostredia sa uistite, že obsah vody v mazacom oleji nesmie byť vyšší ako 500ppm. Vymeňte minerálny mazací olej (pracovná doba menej ako 8h za deň) Vyčistite vzduchovú zátku |
|
Podľa prevádzkových podmienok, najmenej raz za 3 mesiac |
Vymeňte minerálny mazací olej (dlhá nepretržitá práca) Skontrolujte, či nedošlo k uvoľneniu spojovacej skrutky Skontrolujte situácie kontaminácie a mazacích a chladiacich zariadení Vyčistite filter mazacieho oleja a podľa potreby vymeňte jadro filtra |
|
Podľa prevádzkových podmienok najmenej raz ročne |
Vymeňte syntetický mazací olej |
|
Podľa prostredia a prevádzkových podmienok |
Vylepšite alebo vymeňte ochrannú (nehrdzavúcu) farbu na povrchu Vyčistite vonkajší povrch a plastovú vytlačovaciu prevodovku Skontrolujte vybavenie príslušenstva |
- Časový interval výmeny mazacieho oleja

Pravidelne vymieňajte mazací olej špeciálneho plastového extrudéra prevodovky, ktorý pracuje v nepriaznivom prostredí. Obrázok nižšie zobrazuje časový interval výmeny mazacieho oleja v normálnom prostredí. CLP HC označuje syntetický mazací olej PAO.
(1) Prevádzková doba (2) Nepretržitá teplota v olejovom kúpeli (priemerná hodnota 70 ℃)
VII. Analýza a riešenie porúch
|
Chyby |
Príčiny |
riešenie |
|
Chyby |
Príčiny |
riešenie |
|
Abnormálny a pravidelný prevádzkový hluk |
A. Hluk odvaľovania / frézovania: poškodené ložisko B. Klepavý zvuk: nerovnomerné džogotanie |
A. Skontrolujte mazací olej a vymeňte ložisko B. Kontaktujte Guomao |
Únik mazacieho oleja: Spojovací povrch prevodovky z plastového extrudéra Koncový krycí povrch prevodovky z plastového extrudéra Kryt priehľadného otvoru plastovej vytlačovacej prevodovky Tesniaci bod hnacieho hriadeľa Vypúšťacia zátka oleja Vzduchová zátka |
Uvoľnenie spojovacích častí prevodovky z plastového extrudéra Uvoľnenie spojovacieho prvku Nesprávna inštalácia tesniacich častí Poškodenie / oter tesniacich častí Voľné pripojenie Príliš veľa oleja v mazacom oleji Nesprávna inštalácia |
Skontrolujte spojovacie skrutky a podľa potreby ich utiahnite Skontrolujte tesniaci diel av prípade potreby ho vymeňte Skontrolujte hladinu oleja / zlepšte vyčerpanie Kontaktujte Guoma |
|
|
Abnormálny a nepravidelný prevádzkový hluk |
Nečistota mazacieho oleja |
Skontrolujte mazací olej, zastavte prevádzku a kontaktujte Guomao |
||||
|
Abnormálny hluk v pevných častiach prevodovky z extrudéra z plastu |
Upevňovač plastového extrudéra Prevodovka sa uvoľní |
Skontrolujte upevňovacie prvky a použite predpísané prvky |
||||
|
Príliš vysoká prevádzková teplota |
A. Na veľa mazacieho oleja B. Starnutie a zhoršovanie kvality mazacieho oleja C. Veľa mastných látok v mazacom oleji D. Poškodenie mazacieho čerpadla E. Porucha chladiaceho systému |
A. Skontrolujte hladinu oleja av prípade potreby vykonajte zmeny B. Skontrolujte čas výmeny mazacieho oleja C. Skontrolujte mazací olej D. Skontrolujte mazacie čerpadlo a vymeňte ho E. Skontrolujte chladiaci systém |
Príliš vysoká teplota na ložisku |
A. Nedostatočný mazací olej B. Starnutie a zhoršovanie kvality mazacieho oleja C. Poškodenie mazacieho čerpadla D. Poškodenie ložiska |
A. Skontrolujte hladinu oleja av prípade potreby vykonajte zmeny B. Skontrolujte čas výmeny mazacieho oleja C. Skontrolujte mazacie čerpadlo a vymeňte ho D Skontrolujte ložisko a vymeňte ho |
|
|
Príliš vysoká teplota v bode utesnenia konca hriadeľa v dobe zábehu |
Nedostatočné čistenie spojenia konca hriadeľa počas inštalácie Zábeh tesniacich častí a konca hriadeľa |
Vyčistite koniec hriadeľa Považujte to za normálne Kontaktujte Guoma |
Pri kontaktovaní spoločnosti Guomao uveďte nasledujúce informácie:
|
Vyplňte údaje na typovom štítku |
- |
Druhy a rozsah porúch |
- |
Vyskytol sa čas a javy porúch |
- |
Príčiny |


VIII. Výber mazacieho oleja
Viskozita mazacieho oleja sa stanoví v súlade s obvodovou rýchlosťou V, pracovným prostredím alebo metódou mazania vysokorýchlostných prevodov:
Ak je V≤2.5m / s alebo teplota okolia v rámci 35 ℃ ~ 50 ℃, vyberte priemyselný uzavretý prevodový olej CKC320 alebo priemyselný uzavretý prevodový olej CKD320;
Ak sa použije mazivo V > 2.5m / s alebo nútené cirkulačné mazanie, zvoľte priemyselný uzavretý prevodový olej CKC220 alebo priemyselný uzavretý prevodový olej CKD220.
mazadlo
Pre plastové extrudéry prevodovky sa mazací tuk neodporúča. V prípade potreby nás kontaktujte.
Pozri prílohu-Porovnávacia tabuľka mazacích olejov pre domáce a zahraničné mazacie oleje
- Časti opotrebenia
Zoznam opotrebiteľných častí prevodovky z plastového extrudéra
Zoznam balenia plastovej vytlačovacej prevodovky
Príloha - Porovnávacia tabuľka mazacích olejov (minerálny mazací olej):
|
kategórie |
ISO VG |
AGMA |
Dodávateľ |
Druh mazacieho oleja |
Viskozita / 40 ℃ |
Bod mrazu ℃ |
|
kategórie |
ISO VG |
AGMA |
Dodávateľ |
Druh mazacieho oleja |
Viskozita / 40 ℃ |
Bod mrazu ℃ |
|
220 |
220 |
5EP |
Aral |
Degol BG220 |
220 |
-21 |
320 |
320 |
6EP |
Aral |
Degol BG320 |
320 |
-18 |
|
|
BP |
Energol GR-XP220 |
210 |
-27 |
BP |
Energol GR-XP320 |
305 |
-24 |
|||||||
|
Castrol |
Alpha SP220 |
220 |
-21 |
Castrol |
Alpha SP320 |
320 |
-21 |
|||||||
|
Castrol |
Alphamax 220 |
220 |
-24 |
Castrol |
Alphamax 320 |
320 |
-18 |
|||||||
|
Chevron |
Priemyselný olej EP220 |
220 |
-12 |
Chevron |
Priemyselný olej EP320 |
320 |
-9 |
|||||||
|
bohyne |
Falcon CLP220 |
220 |
-18 |
bohyne |
Falcon CLP320 |
320 |
-18 |
|||||||
|
Esso |
Spartan EP220 |
226 |
-30 |
Esso |
Spartan EP320 |
332 |
-27 |
|||||||
|
Exxon |
Spartan EP220 |
226 |
-30 |
Exxon |
Spartan EP320 |
332 |
-27 |
|||||||
|
líška |
Renolin CLP220 Plus |
223 |
-23 |
líška |
Renolin CLP320 Plus |
323 |
-21 |
|||||||
|
Priepasť |
Gulf EP mazivo HD220 |
219 |
-19 |
Priepasť |
Gulf EP mazivo HD320 |
300 |
-12 |
|||||||
|
Klüber |
Klüberoil GEM 1-220 |
220 |
-15 |
Klüber |
Klüberoil GEM 1-320 |
320 |
-15 |
|||||||
|
Kuvajt |
Q8 Goya 220 |
220 |
-21 |
Kuvajt |
Q8 Goya 320 |
320 |
-18 |
|||||||
|
mobilné |
Mobilgear 630 |
207 |
-18 |
mobilné |
Mobilgear 632 |
304 |
-18 |
|||||||
|
mobilné |
Mobilgear XMP 220 |
220 |
-24 |
mobilné |
Mobilgear XMP 320 |
320 |
-18 |
|||||||
|
Molub-Alloy |
MA-90 / 220 |
220 |
-18 |
Molub-Alloy |
MA-90 / 320 |
320 |
-15 |
|||||||
|
Optimol |
Optigear BM220 |
233 |
-15 |
Optimol |
Optigear BM320 |
338 |
-15 |
|||||||
|
Petro Kanada |
Ultima EP220 |
223 |
-30 |
Petro Kanada |
Ultima EP320 |
320 |
-21 |
|||||||
|
Mušla |
Omala Oil F220 |
220 |
-21 |
Mušla |
Omala Oil F320 |
320 |
-18 |
|||||||
|
Texaco |
Meropa 220 |
209 |
-21 |
Texaco |
Meropa 320 |
304 |
-18 |
|||||||
|
Spolu |
Carter EP220 |
220 |
-12 |
Spolu |
Carter EP320 |
320 |
-12 |
|||||||
|
Tribol |
Tribol 1100 / 220 |
222 |
-25 |
Tribol |
Tribol 1100 / 320 |
317 |
-23 |
|||||||
|
GB5903-95 |
Domáce |
CKC220 |
198 242 ~ |
≤-8 |
GB5903-95 |
Domáce |
CKC320 |
288 352 ~ |
≤-8 |
|||||
|
GB5903-95 |
Domáce |
CKD220 |
198 242 ~ |
≤-8 |
GB5903-95 |
Domáce |
CKD320 |
288 352 ~ |
≤-8 |
|||||

Príloha - porovnávacia tabuľka mazacích olejov (syntetický mazací olej PAO):
|
kategórie |
ISO VG |
AGMA |
Dodávateľ |
Druh mazacieho oleja |
Viskozita cSt |
Bod mrazu ℃ |
|
kategórie |
ISO VG |
AGMA |
Dodávateľ |
Druh mazacieho oleja |
Viskozita cSt |
Bod mrazu ℃ |
||
|
40 ℃ |
100 ℃ |
40 ℃ |
100 ℃ |
|||||||||||||
|
220 |
220 |
5EP |
bohyne |
Intor HCLP220 |
220 |
25.1 |
-36 |
320 |
320 |
6EP |
bohyne |
Intor HCLP320 |
320 |
33.9 |
-33 |
|
|
Esso |
Spartan Syntetický EP220 |
232 |
26.5 |
-39 |
Esso |
Spartan Syntetický EP320 |
328 |
34.3 |
-36 |
|||||||
|
Exxon |
Spartan Syntetický EP220 |
232 |
26.5 |
-39 |
Exxon |
Spartan Syntetický EP320 |
328 |
34.3 |
-36 |
|||||||
|
líška |
Renolin Unisyn CLP220 |
221 |
25.8 |
-42 |
líška |
Renolin Unisyn CLP320 |
315 |
33.3 |
-39 |
|||||||
|
Klüber |
Klübesynth EG 4-220 |
220 |
26 |
-40 |
Klüber |
Klübesynth EG 4-320 |
320 |
38 |
-40 |
|||||||
|
mobilné |
Mobilgear SHC XMP 220 |
220 |
28.3 |
-45 |
mobilné |
Mobilgear SHC XMP 320 |
320 |
37.4 |
-39 |
|||||||
|
mobilné |
Mobilgear SHC 220 |
213 |
26 |
-51 |
mobilné |
Mobilgear SHC 320 |
295 |
34 |
-48 |
|||||||
|
Optimol |
Optigear Synthic A220 |
210 |
23.5 |
-36 |
Optimol |
Optigear Synthic A320 |
290 |
30 |
-36 |
|||||||
|
Mušla |
Omala Oil HD220 |
220 |
25.5 |
-48 |
Mušla |
Omala Oil HD320 |
320 |
33.1 |
-42 |
|||||||
|
Texaco |
Pinnacle EP220 |
220 |
25.8 |
-48 |
Texaco |
Pinnacle EP320 |
320 |
35.2 |
-39 |
|||||||
|
Spolu |
Carter EP / HT220 |
220 |
25 |
-39 |
Spolu |
Carter EP / HT320 |
320 |
33 |
-36 |
|||||||
|
Tribol |
Tribol 1510 / 220 |
220 |
24.6 |
-42 |
Tribol |
Tribol 1510 / 320 |
330 |
33.2 |
-39 |
|||||||
|
Tribol |
Tribol 1710 / 220 |
220 |
- |
-33 |
Tribol |
Tribol 1710 / 320 |
320 |
- |
-30 |
|||||||
|
Domáce |
Veľký múr |
4405/220 |
221.3 |
- |
-42 |
|
|
|
|
|
|
|||||
|
Domáce |
Veľký múr |
4406/220 |
225.3 |
- |
-42 |
Domáce |
Veľký múr |
4406/320 |
330.5 |
- |
-40 |
|||||

Princíp extrudéra s jedným závitom
Jedna skrutka je všeobecne rozdelená na tri úseky v efektívnej dĺžke. Účinná dĺžka týchto troch úsekov je určená podľa priemeru skrutky a stúpania skrutky. Všeobecne sa delí na jednu tretinu.
Posledný závit materiálu sa nazýva dopravná sekcia: je potrebné, aby bol materiál plastifikovaný, ale musí byť predhriaty a zhutnený. V minulosti sa stará teória extrúzie domnievala, že tu bol materiál uvoľnený, a neskôr sa dokázalo, že tento materiál je skutočne tuhá zátka, to znamená, že tu je tuhá látka ako zátka po stlačení, takže je svoju funkciu, pokiaľ je dopravná úloha dokončená.
Druhá sekcia sa nazýva kompresná sekcia. V tomto okamihu sa objem drážky postupne zmenšuje z veľkých na veľké a teplota má dosiahnuť stupeň plastifikácie materiálu. Tu je kompresia generovaná dopravnou sekciou tri, kde je stlačená na jednu, ktorá sa nazýva kompresný pomer skrutky - 3: 1, niektoré stroje sa tiež zmenili a hotový plastifikovaný materiál vstupuje do tretej etapy.
Tretia sekcia je odmeriavacia sekcia, kde materiál udržuje plastifikačnú teplotu, rovnako presne a kvantitatívne dopravuje roztavený materiál ako odmeriavacie čerpadlo na prívod hlavy, kedy teplota nemôže byť nižšia ako plastifikačná teplota, spravidla o niečo vyššia ,
Editor úspory energie extrúzora
Úspora energie extrudéra sa dá rozdeliť na dve časti: jedna je energetická a druhá vykurovacia.
Úspora energie: používa sa väčšina invertorov. Metóda šetrenia energie spočíva v šetrení zvyškovej energie motora. Napríklad skutočný výkon motora je 50Hz a na výrobu stačí len 30Hz. Nadmerná spotreba energie je márna. Zlyhanie, menič má zmeniť výkon motora tak, aby sa dosiahla úspora energie.
Úspora energie v oblasti vykurovania: Väčšina úspory energie v kúrení je úspora energie pomocou elektromagnetického ohrievača a miera úspory energie je približne 30% ~ 70% starého odporového prstenca.
pracovný proces
Plastový materiál vstupuje do extrudéra z násypky a je rotáciou skrutky transportovaný dopredu. Počas pohybu vpred je materiál zahrievaný hlavne, strihaný pomocou skrutky a stlačený, aby sa materiál roztavil. Takto sa dosiahne zmena medzi tromi stavmi sklovitého stavu, vysoko elastickým stavom a viskóznym stavom prúdenia.
V prípade natlakovania je materiál v stave viskózneho prúdenia vedený cez matricu, ktorá má určitý tvar, a potom sa stáva matricou, ktorá má prierez a podobu v tvare úst. Potom sa ochladí a tvaruje do podoby sklovitého stavu, čím sa získa časť, ktorá sa má spracovať.
Editor skladieb
V extrudéri je všeobecne najzákladnejším a najvšestrannejším extrudér s jednoduchým závitom. Zahŕňa najmä: šesť častí: prevod, podávacie zariadenie, hlavne, skrutku, hlavu stroja a lisovnicu.

Prevodová časť
Prevodová časť sa obvykle skladá z elektrického motora, redukčnej prevodovky a ložísk. Počas procesu vytláčania musí byť rýchlosť závitovky stabilná a nemôže sa meniť so zmenou zaťaženia skrutkou, aby sa udržala jednotná kvalita získaného produktu. Avšak v rôznych prípadoch sa môže vyžadovať, aby sa skrutka posunula, aby sa dosiahla požiadavka, že jedno zariadenie môže extrudovať rôzne plasty alebo rôzne výrobky. Preto táto časť všeobecne používa motor striedavého komutátora, jednosmerný motor a ďalšie zariadenia na dosiahnutie plynulej zmeny rýchlosti, všeobecná rýchlosť skrutky je 10 ~ 100 ot / min.
Funkciou prevodového systému je poháňať skrutku, ktorá dodáva krútiaci moment a rýchlosť, ktoré skrutka vyžaduje počas procesu vytláčania, obvykle pozostávajúcu z motora, prevodovky a ložiska. Za predpokladu, že konštrukcia je v podstate rovnaká, sú výrobné náklady na prevodovku zhruba úmerné jej vonkajším rozmerom a hmotnosti. Pretože tvar a hmotnosť prevodovky sú veľké, znamená to, že pri výrobe je spotrebovaných veľa materiálov a použité ložiská sú tiež relatívne veľké, čo zvyšuje výrobné náklady.
Podávacie zariadenie
Väčšina východiskových surovín je granulovaná, ale môžu sa použiť aj prúžky alebo prášky. Nabíjacie zariadenie obvykle používa kónickú násypku s požiadavkou na objem najmenej jednu hodinu. Na spodnej strane zásobníka je usporiadané uzatváracie zariadenie na nastavenie a prerušenie toku a na strane zásobníka je nainštalovaný priezor a odmeriavacie zariadenie. Niektoré násypky môžu mať tiež zariadenie na odľahčenie tlaku alebo vyhrievacie zariadenie, ktoré bráni vstupnej surovine absorbovať vlhkosť zo vzduchu, alebo niektoré z náplní môžu mať tiež svoj vlastný miešač na automatické podávanie alebo kŕmenie.
hopper
Zásobník je obvykle vyrobený v symetrickej forme. Na boku zásobníka sa otvára okno, aby sa sledovala hladina materiálu a stav kŕmenia. Spodná strana zásobníka má otváracie a zatváracie dvierka na zastavenie a úpravu dávkovaného množstva. Zakryte vrchnú časť zásobníka, aby sa do nej nedostal prach, vlhkosť a nečistoty. Pri výbere materiálu násypky je najlepšie používať ľahké, korózii odolné a ľahko obrábateľné materiály, zvyčajne s použitím hliníkových a nehrdzavejúcich dosiek. Objem násypky závisí od veľkosti extrudéra a spôsobu nakladania. Všeobecne je extrudované množstvo extrudéra od 1 do 1.5 hodín.

Existujú dva spôsoby kŕmenia: manuálne kŕmenie a automatické kŕmenie. Automatické podávanie zahŕňa hlavne jarné podávanie, otryskávanie, vákuové podávanie, dopravu dopravného pásu a podobne. Spravidla sa malé extrudéry vkladajú ručne a veľké extrudéry sa vkladajú automaticky.
Klasifikácia metód kŕmenia
Gravitačné kŕmenie 1:
Princíp - Materiál vstupuje do hlavne svojou vlastnou hmotnosťou vrátane manuálneho kŕmenia, jarného kŕmenia a otryskania.
Vlastnosti - jednoduchá štruktúra a nízke náklady. Je však ľahké spôsobiť nerovnomerné kŕmenie, ktoré ovplyvňuje kvalitu častí. Je vhodný iba pre extrudéry malých rozmerov.
2 Nútené kŕmenie:
Princíp - Nainštalujte do násypky zariadenie, ktoré na materiál vyvíja vonkajší tlak a materiál tlačí do valca extrudéra.
Funkcie - môžu prekonať jav „premostenia“, takže kŕmenie je rovnomerné. Napájacia skrutka je poháňaná extrudérovou skrutkou cez hnaciu reťaz, aby sa nastavila jej rýchlosť na rýchlosť skrutky. Ochranu proti preťaženiu je možné aktivovať, keď je prívodný kanál zablokovaný, čím sa zabráni poškodeniu napájacieho zariadenia.
Kazeta
Všeobecne je to kovový materiál vyrobený z legovanej ocele alebo kompozitnej oceľovej rúrky obloženej legovanou oceľou. Jeho základnými charakteristikami sú vysoká odolnosť proti teplote a tlaku, vysoká odolnosť proti opotrebeniu a korózii. Všeobecne je dĺžka valca 15 až 30 násobkom jeho priemeru a dĺžka je taká, aby bol materiál dostatočne zahriaty a rovnomerne plastifikovaný. Hlaveň by mala mať dostatočnú hrúbku a tuhosť. Interiér by mal byť hladký, ale niektoré sudy sú vyryté rôznymi drážkami, aby sa zvýšilo trenie s plastom. Elektrické ohrievače, zariadenia na reguláciu teploty a chladiace systémy sú na vonkajšej strane hlavne vybavené odpormi, induktormi a inými prostriedkami na zahrievanie.

V hlavni sú tri formy materiálu:
(1) integrálna hlaveň
Metóda spracovania - spracovaná na celý materiál.
Výhody - ľahké zaistenie vysokej výrobnej presnosti a presnosti montáže, môžu zjednodušiť montážne práce, valec je rovnomerne zahriaty a ďalšie aplikácie.
Nevýhody - Vzhľadom na veľkú dĺžku hlavne a vysoké požiadavky na spracovanie sú požiadavky na spracovateľské zariadenie tiež veľmi prísne. Vnútorný povrch hlavne sa po opotrebení ťažko opravuje.
(2) Kombinovaný materiál
Metóda spracovania - hlaveň sa spracováva v niekoľkých fázach a potom sa časti spoja pomocou prírub alebo iných foriem.
Výhody - jednoduché spracovanie, ľahká zmena pomeru strán, väčšinou používané na zmenu pomeru strán skrutky.
Nevýhody - vysoké požiadavky na presnosť spracovania, v dôsledku mnohých segmentov je ťažké zabezpečiť koaxialitu každého segmentu, pripojenie príruby narušuje rovnomernosť vyhrievania v sudoch, zvyšuje tepelné straty, nastavenie a údržbu systému vykurovania a chladenia.
(3) Bimetalický valec
Metóda spracovania - Vkladajte alebo odlievajte vrstvu materiálu z legovanej ocele vo vnútri základne z obyčajnej uhlíkovej ocele alebo zliatiny. Spĺňa nielen materiálové požiadavky hlavne, ale tiež šetrí drahé kovy.

Kazeta 1: Puzdro je vybavené vymeniteľným puzdrom z legovanej ocele. Uložením drahých kovov je možné puzdrá vymeniť a životnosť hlavne sa predĺži. Ale jeho návrh, výroba a montáž sú zložitejšie.
Lejací valec 2: Na vnútornú stenu valca sa odstredivo odlieva vrstva zliatiny s hrúbkou približne 2 mm a potom sa mletím získa požadovaný vnútorný priemer valca. Zliatinová vrstva je dobre spojená so základňou hlavne a spojenie pozdĺž axiálnej dĺžky hlavne je relatívne rovnomerné, nemá tendenciu k odlupovaniu, nepraská, má vynikajúcu klznú výkonnosť a má vysokú odolnosť proti opotrebeniu. dlhý život.
1) Pozdĺžna drážka vnútornej steny zásobnej časti valca je otvorená
Na zvýšenie rýchlosti transportu tuhých látok je jednou z metód zvyšovania koeficientu trenia povrchu valca teóriou tuhej dopravy. Iným spôsobom je zväčšiť plochu materiálu pri prívodnom otvore prierezom kolmým na os skrutky. Vytvorenie pozdĺžnej drážky vo vnútornej stene bubnovej privádzacej sekcie a zúženie vnútornej steny sekcie napájacej sekcie v blízkosti napájacieho otvoru sú špecifiká týchto dvoch spôsobov.
2) Valec sekcie núteného chladenia
Existuje tiež spôsob na zvýšenie množstva prepravovanej pevnej látky. Účelom je ochladiť valec privádzacej sekcie, účelom je udržať teplotu dopravovaného materiálu pod bodom mäknutia alebo bodom topenia, aby sa zabránilo vzniku filmu topenia, aby sa zachovala tuhá vlastnosť materiálu pri trení.
Pri vyššie uvedenom spôsobe sa účinnosť dopravy zvyšuje z 0.3 na 0.6 a množstvo extrúzie je menej citlivé na zmeny tlaku v hlave.


Závitovka je srdcom extrudéra a je kľúčovou súčasťou extrudéra. Výkon skrutky určuje produktivitu, plastifikačnú kvalitu, disperziu plniva, teplotu topenia, spotrebu energie atď. Extrudéra. , Je to najdôležitejšia časť extrudéra, ktorá môže priamo ovplyvniť aplikačný rozsah a efektivitu výroby extrudéra. Rotácia skrutky vyvíja extrémne tlak na plast. Plast sa môže pohybovať, natlakovať a získať určité teplo z trenia vo valci. Plast sa mieša a plastifikuje počas pohybu valca a stav viskózneho toku Tavenina sa tvaruje, zatiaľ čo sa vytláča, aby pretekala cez matricu, aby sa získal požadovaný tvar. Rovnako ako hlaveň, aj skrutka je vyrobená z vysoko odolnej zliatiny odolnej voči teplu a korózii.
V dôsledku rozmanitosti plastov sa ich vlastnosti líšia. Preto v skutočnej prevádzke, aby sa prispôsobili rôznym potrebám spracovania plastov, sú potrebné rôzne typy skrutiek a tiež rôzne štruktúry. Aby sa maximalizovala účinnosť plastov, aby sa maximalizovala preprava, extrúzia, miešanie a plastifikácia.
Obrázok ukazuje niekoľko bežných skrutiek. Základné parametre udávajúce charakteristiky skrutky zahŕňajú nasledujúce: priemer, pomer strán, kompresný pomer, rozstup, hĺbka drážky, uhol špirály, vôľa skrutky a valca a podobne. Najbežnejší priemer skrutky D je približne 45 až 150 mm. Keď sa priemer skrutky zvyšuje, spracovateľská kapacita extrudéra sa zodpovedajúcim spôsobom zvyšuje a produktivita extrudéra je úmerná štvorcu priemeru skrutky D. Pomer efektívnej dĺžky k priemeru pracovnej časti skrutky (uvedené ako pomer strán vyjadrený ako L / D) je zvyčajne 18 ~ 25. Veľké L / D môžu zlepšiť distribúciu teploty materiálu, uľahčovať miešanie a plastifikáciu plastov a znižovať úniky a spätný tok.



Zlepšenie výrobnej kapacity extrudéra, veľká skrutka L / D má silnú adaptabilitu a dá sa použiť na vytláčanie rôznych plastov; avšak keď je L / D príliš veľký, plasty sa degradujú časom zahrievania a skrutkou. Keď sa zvyšuje hmotnosť, voľný koniec sa ohýba a klesá, čo ľahko spôsobuje škrabanie materiálu medzi skrutkou a podložkou. skrutkovať a sťažuje výrobný proces; spotreba energie extrudéra sa zvýši. Príliš krátka skrutka môže spôsobiť zlej plastifikáciu hnetenia.
Polovica rozdielu medzi vnútorným priemerom valca a priemerom závitovky sa nazýva medzera 5, ktorá môže ovplyvniť produktivitu extrudéra. So zvyšovaním δ klesá produktivita. Spravidla je kontrola 8 výhodne okolo 0.1 až 0.6 mm. 5 je malý, materiál je vystavený veľkému šmykovému efektu, čo je výhodné pre plastifikáciu, ale 5 je príliš malý, silný šmykový účinok ľahko spôsobuje tepelnú mechanickú degradáciu materiálu a súčasne je skrutka ľahko zavesená alebo otrel o stenu valca a keď je 5 príliš malé, nedochádza k takmer žiadnemu úniku alebo spätnému toku materiálu, čo do istej miery ovplyvňuje miešanie taveniny.
Uhol špirály Φ je uhol medzi závitom a prierezom skrutky. Ako sa zvyšuje Φ, zvyšuje sa produktivita extrudéra, ale strihový účinok a prítlačná sila na plast sa znižujú. Uhol špirály je zvyčajne medzi 10 ° a 30 stupňami. Medzi °, v smere zmeny dĺžky skrutky, často pomocou ekvidistantnej skrutky, pričom rozstup sa rovná priemeru, je hodnota about okolo 17 ° 41 '
Čím vyšší je kompresný pomer, tým väčší je kompresný pomer, ktorý plast dostáva. Ak je drážka plytká, môže spôsobovať vysokú šmykovú rýchlosť plastu, čo je výhodné pre prenos tepla medzi stenou hlavne a materiálom. Čím vyššia je účinnosť miešania a zmäkčovania materiálu, tým nižšia je produktivita; naopak, drážka je hlboká. Situácia je práve naopak. Preto by sa s hlbokými skrutkami mali používať materiály citlivé na teplo (napríklad polyvinylchlorid); v prípade plastov s nízkou viskozitou taveniny a vysokou tepelnou stabilitou (napr. polyamid) by sa mali použiť plytké skrutkové skrutky.

1. Segmentácia skrutky
Keď sa materiál pohybuje pozdĺž skrutky dopredu, podlieha zmenám teploty, tlaku, viskozity atď. Táto zmena sa líši v celej dĺžke skrutky. Podľa meniacich sa charakteristík materiálu môže byť skrutka rozdelená na pridávanie (odosielanie) segmentov materiálu a kompresiu. Segmentový a homogenizačný segment.
1. Tri stavy z plastov a plastov
Plasty majú dva typy termosetov a termoplastov. Po vytvarovaní a vytvrdení plastov, ktoré sa vytvrdzujú teplom, sa nemôžu ohriať a roztaviť. Termoplastický tvarovaný výrobok sa môže znova ohriať a roztaviť na iné výrobky.
Ako sa teplota mení, termoplast spôsobuje zmenu stavu skla v troch stavoch, vysoký elastický stav a viskózny prietok. Opakované zmeny s teplotou, tieto tri stavy spôsobujú opakované zmeny.
a. Rôzne charakteristiky taveniny polyméru v troch štátoch:
Sklo - plast sa javí ako tuhá látka; energia tepelného pohybu je malá, intermolekulárna sila je veľká, deformácia je hlavne prispievaná deformáciou uhla väzby; po odstránení vonkajšej sily sa deformácia okamžite obnoví, ktorá patrí k všeobecnej deformácii.
Vysoko elastický stav - plast je guma podobná látka; k deformácii prispieva orientácia makromolekulárneho roztiahnutia spôsobená orientáciou segmentu a hodnota deformácie je veľká; po odstránení vonkajšej sily je možné deformáciu obnoviť, avšak v závislosti od času, čo je vysoká elastická deformácia.
Viskózny stav toku - plasty sa javia ako vysoko viskózne taveniny; tepelná energia ďalej zosilňuje relatívny sklzový pohyb molekúl reťazca; deformácia je nezvratná a patrí k plastickej deformácii
b. Spracovanie plastov a ich stavy:
Obrobiteľné z plastového skla. Spracovanie roztiahnutí vo vysoko elastickom stave, ako je ťahanie drôtov, vytláčanie rúrok, vyfukovanie a tepelné tvarovanie. V stave viskózneho toku môže byť potiahnutý, rotačne skladaný a vstrekovaný.
Ak je teplota vyššia ako viskózny stav toku, plast sa tepelne rozloží a keď je teplota nižšia ako teplota skla, plast sa skrehne. Ak je teplota plastu vyššia ako viskózny prietok alebo nižší ako sklenený stav, termoplast má tendenciu sa vážne zhoršovať a ničiť, takže by sa pri spracovaní alebo použití plastového produktu nemalo vyhnúť obom teplotným zónam.


Profil dverí a okien je vyrobený z práškového PVC. Plastový extrudér Prevodovka je široko používaná ako okenný a dverový profil, ako aj ako dekoračný materiál. Vďaka modernej technológii a optimalizovanému dizajnu má vlastnosť vysokej výstupnej kapacity, dlhej životnosti a súčasného plastu.
Plastový extrudér Gearbox je druh výrobnej linky, ktorá je určená na extrudovanie plastových doosových a windosových profilov z PVC a prierezových komunikačných káblových rúr, hliníkovo-plastových kompozitných profilov atď. Má stabilné plastifikovanie, vysoký výkon, nízku vodiacu silu, dlhú životnosť a ďalšie výhody. Profily z PVC je možné použiť v stavebníctve, domácnosti alebo kancelárii.
Mazanie a chladenie, kúrenie
Prevody a ložiská sú namazané olejovými bazénmi a postriekaním. Okrem mazania rozstrekovaním Prevodovka s tvrdým povrchom série ZLYJ a vyššie ložiská boli pridané do mazacieho systému olejového čerpadla na mazanie núteným obehom.
Mazacím olejom je vysokotlakový prevodový olej N220 alebo iný vysokokvalitný korčuliarsky olej s podobnou viskozitou.
Ak je okolitá teplota nižšia ako 0 ° C, do olejovej nádrže sa pridá elektrické vykurovacie potrubie na predhriatie mazacieho oleja.
Ak je okolitá teplota vyššia ako 35 ° C, naša spoločnosť vykoná výpočet tepelnej bilancie podľa hodnoty teploty poskytnutej používateľom, aby určila, či má byť chladiace zariadenie zvýšené.


Valcová kužeľová prevodovka série ZLYJ Tvrdený model prevodovky:
Špecifikácie sú: ZLYJ112, 133, 146, 173, 200, 225, 250, 280, 315, 330, 375, 420, 450; SJY224, 250, 280, 315; ZSYJ315, 375, 395, 420, 450, 560; 6E, 7E, 8E, 9E, 10E, 12E, 15E, JHM a iné plastové a gumové priemyselné prevodovky (prispôsobiteľné pre rôzne neštandardné veľké prevodovky).
Jednozávitovkový extrudér Jednozávitovkový plastový extrudér pre stroje na výrobu plastových extrudérov
S pozdravom,
Cherry Zhang (obchodné oddelenie; slečna)
NER GROUP CO., OBMEDZENÁ
Yantai Bonway Manufacturer Co., Ltd.
Tel: + 86-535-6330966
Mobil: + 86 18865558975,
www.planetary-gearbox.com
https://twitter.com/gearboxmotor
https://www.facebook.com/sogears1993
Viber / Line / Whatsapp / Wechat: 008618865558975
E-mail:
Pripojiť: No.5 Wanshoushan Road Yantai city Shandong Province, Čína











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
![]()
Najlepšia služba od nášho odborníka na prevodovku priamo do vašej doručenej pošty.
naše služby
Buďte v kontakte
Yantai Bonway Manufacturer Spol., s.r.o
ANo.160 Changjiang Road, Yantai, Shandong, Čína (264006)
T + 86 535 6330966
W + 86 185 63806647